|
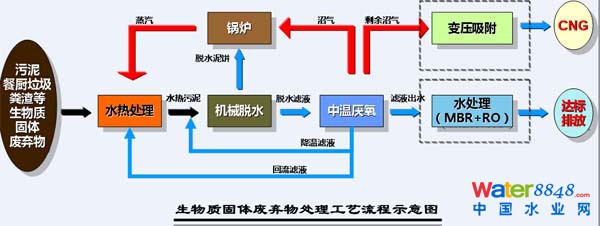
(1)生物质固体废弃物首先进入均质、浆化反应器,通过闪蒸乏汽返混及机械协同搅拌进行预热浆化;
(2)浆化后生物质固体废弃物进入水热反应器进行水热处理,水热温度160~170℃,反应时间约30min;
(3)经水热处理后进入闪蒸反应器中闪蒸减压;
(4)水热处理后通过机械脱水获得含水率低于50%的高干度泥饼,低位热值达7000kJ/kg以上。可加工制成生
物质燃料棒为水热系统供热;
(5)脱水滤液厌氧消化后产生的沼气可上网发电,或采用变压吸附技术(PSA)提纯外售。
针对项目实际情况,也可利用沼气为水热系统供热,将经高温消毒后的脱水泥饼直接土地利用,均能满足“四
化”(减量化、无害化、稳定化、资源化)处理要求。
在本工艺流程中,水热改性技术可改善脱水效果,激发消化潜力,是一种先进、成熟、可靠的生物质固体废弃
物预处理工艺技术,并具有以下的特点:
脱水效果改善
生物质固体废弃物在高温高压条件下,微生物细胞破碎,胶体物质解体,粘度降低,水分大量析出,残余固体
的脱水性能显著改善。
消化潜力释放
水热处理后,大量的有机物从固相转移到液相中,使厌氧消化水解时间大幅缩短,有效地提高了有机物降解率
,大幅提高消化池的容积负荷、沼气产率。
系统能耗低
水热处理在密闭反应器内进行,处理过程中水不发生相变,并采用蒸汽传热、乏汽回收等手段,系统总体能耗
远远低于蒸发干燥工艺,运行成本优势明显。
显著的处理效果
①减量化效果突出。可以将含水率降低到50%以下,减容率较传统机械脱水提高50%以上。
②稳定化效果优异。VS降解率≥60%,处理后污泥可直接土地利用或直接填埋,均能满足环保要求。
③无害化效果明显。在170℃/30min条件,使病原微生物灭活,并避免臭味的产生。
④资源化再利用效益显著。水热处理后再进行厌氧消化,甲烷产量增加30%~80%,甲烷回收具有明显的经济效
益。
⑤投资合理、性价比高,且运行成本低。在具有显著处理效果的同时,“水热改性+中温厌氧”组合处理工艺
投资与运行成本也具有显著优势,与干化焚烧等严格按照“四化”要求对污泥进行处理的工艺相比,投资约为
60%—80%,运行成本约为1/3—1/2。
|








































































































