


能量自给污水厂范例-美国威斯康辛州Sheboygan WWTP
Sheboygan WWTP 工艺及运行情况介绍:
美国威斯康辛州Sheboygan 污水厂建成30年以来,逐步改善污水厂的工艺及运行,2002年开始采取降低能耗的策略,目前,从最初的降低能耗目标逐渐实现能量自给,最好的状态可以达到或接近100%的能耗自给,该厂可以每年就地产生90%的电能,85%的热能需求。
进水提升泵房:
6台 Fairbanks & Morse® 离心泵. 每台水泵能力 11,800gpm.
细格栅及沉砂池:
2008年更新安装了2台自动清洗功能的细格栅。
Primary Clarifiers
四座初沉池,尺寸:90 ft. x 90 ft. 平均日流量12.0MGD时对应HRT为5.67h,沉淀的有机颗粒重力浓缩后泵送到厌氧消化工艺。

生物池:
1999年,两座生物池改造为BNR工艺,以强化脱氮除磷。平均日流量时生物池反硝化段的HRT为3.75h. 4座曝气池,尺寸50 ft. x 100 ft. x 26 ft. 每座安装了1500个微孔曝气器,配备了2台Turblex® 350马力的高效鼓风机。


曝气池及鼓风机优化控制曝气过程。DO在线分析器采用MJK® 分析仪,运行控制保持DO在一个优化的数值,以维持较高的污染物去除效率。好氧池HRT7.5h。

二沉池
四座二沉池,HRT达到了7.25h,这个时间远远高于国内常规设计的数值。

出水消毒:
采用氯化消毒,HRT1.75h,下图是接触池。需要补充说明的是,该厂对消毒后的出水残余氯进行亚硫酸氢钠中和,出水排放到密歇根湖。

污泥消化:
初沉污泥和活性污泥被送至三座加温的初级污泥厌氧消化池,污泥进行厌氧发酵,沼气组分甲烷大概65%,CO2为30%,H2S为5%。经过初级厌氧消化后的污泥被转至二级厌氧消化系统进行最终的厌氧消化和污泥稳定。一级、二级污泥厌氧消化池总的池容为4855000加仑,30d停留时间。厌氧过程产生的甲烷气体作为燃料用来为初级污泥消化池加温,同时用来作为10-30kw的Capstone汽轮发动机用来发电,每年大概产生2300兆瓦的电能,多余的沼气还可以用来供给卡特彼勒发动机,供污水提升泵使用。

污泥脱水及处置:
厌氧消化后的残余污泥进行污泥浓缩,含固率从2.5%到6.0%,采用了2台带式机械浓缩机(带宽分别为2M和3M)。浓缩后的液体污泥被存储在2个 2,000,000-gallon Aquastore 的储泥池,能储存180d的污泥,这些污泥将在春夏秋季节被作为肥料农用,为此每英亩土地可以节约 $250.00的肥料费用.

能耗自给途径:
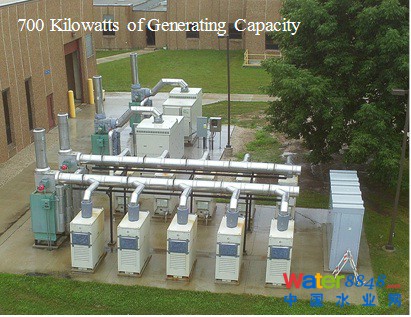
2006年,安装了5台30kw Capstone汽轮机,这些汽轮机每年可以产生2300MW的电能。下图是该厂的5台30KW汽轮机。为此可以每年节省$78,000的电费,同时产生84000千卡的热能,每年可以节省$60,000的天然气费用。
该厂废物厌氧沼气发电/热电联产的实施,回收了污水中潜在的能源,大大节省了运行成本。 2008年该厂开始采用食品加工及乙醇生产过程的外源有机废物与市政污泥进行混合厌氧协同发酵,大概提高了15%的沼气产量。

2010年,又安装了2台200kw的Capstone的汽轮机利用多余的沼气进行发电,可以产生400kw的电能及每小时 1,400,000 BTU 的热能。
2012年又新安装了300kw的汽轮机系统,通过外源有机废物的厌氧协同发酵沼气发电技术,目前700kw的汽轮机系统可以产生90%的电能需求,满足85%的用热需求。
污水厂沼气发电工艺及设备配置信息:
Waste Volume: 10.0 million gallons/day
Biogas Produced: 500,000 ft3/day @ 65% methane
Equipment Installed:
10 - 30kW Capstone Micro-turbines
Unison Solutions Gas Conditioning Equipment
2 Cain Heat Recovery Units
2 - 200kW Capstone Micro-turbines
Unison Solutions Gas Conditioning Equipment
2 - Cain Heat Recovery Units
Electrical Energy Produced: 16,500 kWh/day (at peak gas production)
Thermal Energy Produced: 55 million BTU/day







































































































