


折板厌氧反应器(ABR),是美国人麦卡蒂于1982年开发的,反应器内设置竖向导流板,将反应器分隔成串联的几个反应室,每个反应室都是一个相对独立的上流式污泥床(UASB)系统。几个反应室串联使用,更接近于推流式。在反应室内驯化培养出与该处的环境条件相适应的微生物群落。在I区驯化产生的是产酸菌,在II区驯化产生的是产甲烷菌。这样将产酸菌和产甲烷菌分开,各自集中驯化培养后对污水进行处理,和完全混合式的UASB反应器相比,极大地提高了处理效率。ABR工艺是两相厌氧技术的成功应用。
所谓两相厌氧处理工艺,是国外70年代发展起来的技术,其主要含义是:由于厌氧处理过程可简单的分为两个阶段,即产酸阶段和产甲烷阶段,两个阶段中作用的微生物菌群在组成和生理生化特性方面存在很大差异。
两相厌氧消化工艺就是为克服单相厌氧消化工艺的上述缺点而提出的,其主要特点是采用两个独立的反应器串联运行,第一个反应器为产酸反应器,第二个反应器为产甲烷反应器。第一阶段中占优势的微生物是水解、发酵细菌,其作用是将复杂的大分子有机物分解为简单的小分子单糖、氨基酸、脂肪酸和甘油,然后再进一步发酵为各种有机酸。这类细菌种类多,代谢能力强,繁殖速度快,倍增时间最短的仅几十分钟,对环境条件的变化也较不敏感,第二阶段主要由产甲烷菌起作用,将有机酸进一步转化为甲烷,这类细菌种类较少,可利用的基质有限,繁殖速度很慢,倍增时间从10小时至6天,又对环境因素如PH值、温度、有毒物质的影响十分敏感。因此,人们发现在一个反应器内维持这两类微生物的协调和平衡十分不易。这种平衡实质上是脂肪酸产生与被利用之间的平衡,它一旦被破坏就会出现脂肪酸积累,反应器酸化的现象使产甲烷菌受到抑制,厌氧消化过程不能正常进行,因此反应器的处理能力降低,甚至导致完全失效。
ABR反应器的结构图如下图所示:
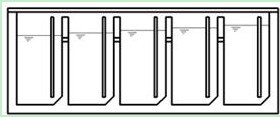
此外,相对于UASB反应器等其他形式的高效厌氧反应器,ABR反应器具有构造简单、施工简便、不需要三项分离器、造价低,运行稳定等优点。
ABR反应器处理常见食品行业的污水,该工艺具有处理效率高,投资低,可省去三相分离器,启动时间短,处理稳定,不需混合搅拌装置和不存在污泥堵塞等优点,具了解,此法在国外已应用较多,并获得良好效果。





































































































