


茅台亮出环保水处理“杀手锏”!仅用1个指标碾压行业?


行业快讯
水资源消耗总量同比下降6.2%,水循环利用率超87%,污水排放强度同比下降12%,5座污水厂污废水处理达标率100%
在环保水处理这条路上,茅台又跑在了前面。
近日,《贵州茅台2024年环境、社会及治理(ESG)报告》正式披露。透过这份“第二财报”,我们可以看到,贵州茅台在节水及废水排放管理成效明显——
“贵州茅台水资源消耗总量同比下降6.2%,水循环利用率超87%,污水排放强度同比下降12%,5座污水厂污废水处理达标率100%。”
此外,据知名指数公司MSCI评级(全球评级权威度、公信度高的ESG评级体系之一),贵州茅台的评级从原先的B级跃升至BBB级(位居行业第一)。
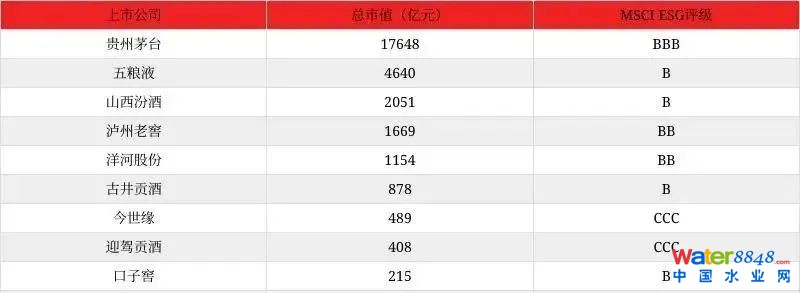
据悉,能够在一年实现评级两级跃升的公司还不足1%,可以说茅台的实力是碾压级别的存在。
那么,茅台到底做对了什么?
一、RO膜+浓水回用替代钠离子软化工艺
生产阶段用水量减少10.39%
白酒产业耗水量之大,特别是酱香型白酒,由于经历了多次蒸煮和发酵,其废水产生量是普通白酒生产废水的2~6倍。从贵州茅台披露的水足迹测算图可见一斑,基酒生产的耗水量占到了91.42%,成品酒生产是8.58%。
目前,国内大多数白酒酿造企业只注重废水达标排放治理,却忽视了水资源的综合利用。
茅台为了减少水资源使用,2024年在生产阶段持续开展、中水回用、处理工艺改造、末端用水节水等措施,生产阶段减少水资源使用10.39%,非生产阶段减少水资源使用1.73%。其中,最典型的案例就是采用“反渗透+浓水回用”工艺代替原有钠离子软化工艺,锅炉水处理用水量减少24%。

改造后的锅炉水处理车间,对生产过程中的废水应收尽收
按《酿造工业废水治理工程技术规范》污水“清污分流、浓淡分家”的原则,白酒企业减少污水量最佳的办法就是循环回用低浓度污水,资源化利用高浓度废水。

茅台废水排放强度同比下降12%
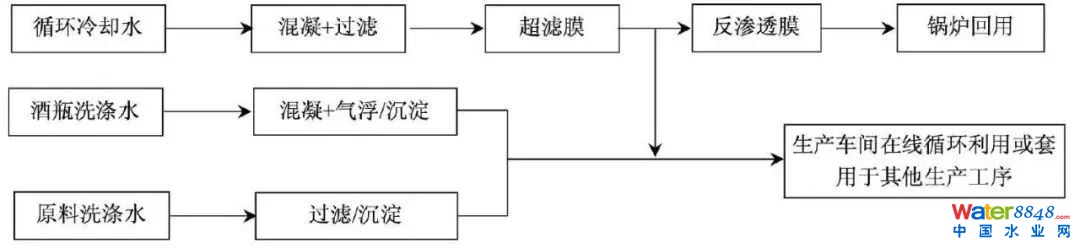
1、低浓度废水循环利用
低浓度有机废水主要包括冷却水、洗瓶水、场地冲洗水等,这部分废水基本用于制酒过程中的冷凝和清洗,因此受污染程度小,具有较低的CODCr浓度(一般不超过100mg/L),但这部分废水产量很大,是白酒废水产量的主要来源。
▶ 冷却水
冷却水的回用途径主要有两条,一是充分利用其热量,直接用作打量水或蒸汽锅炉用水;二是降温处理后回用于冷却。
冷却水宜采用“混凝+过滤+膜分离(除盐)”工艺进行循环处理,加强循环利用,提高浓缩倍数,减少新鲜水补充量和废水排放量。
▶ 洗瓶废水
洗瓶废水宜通过采用“混凝+气浮/沉淀”或“过滤+膜分离”工艺的在线处理,实现闭路循环。
也有企业采用离子交换+精滤+超滤+紫外灭菌”。离子交换采用阳离子交换树脂,去除洗瓶废水中钙、镁等离子,降低洗瓶废水硬度。精滤采用1-5微米孔径精滤膜,超滤采用0.01微米孔径超滤膜,去除洗瓶废水中的杂质,处理后可循环回用。
▶ 原料洗涤废水
原料洗涤废水宜采用“过滤/沉淀”工艺实现循环利用或套用于其他生产工序。
2、高浓度废水资源化利用
高浓度有机废水:主要包括底锅水、窖池黄水等。这部分废水 CODCr 浓度极高,pH 较低,呈酸性,是白酒废水 CODCr、氮磷等污染物的主要来源。
▶ 底锅水
底锅水中含有丰富营养物质,包括生成酯类物质的前驱物。目前,其主要集中在以下三个方面的资源化利用:利用底锅水中有机营养成分,获得单细胞生物作为饲料蛋白,或进行发酵获得生物酯化液;将底锅水利用固液分离干燥制成粗饲料颗粒;利用厌氧发酵法生产沼气。
▶ 黄水
黄水中包含了大量有机化合物,其中有机酸、酯类等风味物质类似于白酒风味成分,因此黄水可通过脱色、过滤等处理用于白酒的勾调,使酒体更加饱满协调。
值得一提的是,黄水作为微生物发酵的天然培养基,可用于酯化液的制备、微生物絮凝剂的产生、γ-聚谷氨酸发酵等,从而提高对黄水的利用率。
同时,黄水中含有功能微生物菌种,可利用黄水中有益微生物添加到大曲中做成强化大曲,其在糖化力、发酵力及酯化力等方面都有显著提高。
二、积极引进深度处理、末端生态化技术
5座污水厂废水处理达标率100%
近年来,茅台通过自建污水处理厂,严格制定针对酱香型白酒的废水处理工艺,经过处理的尾水达到类地表水水质Ⅳ类标准。从ESG报告了解到,2024年贵州茅台5座污水处理厂共计处理排放水量218.92万吨,达标率100%。
去年贵州茅台对其中华污水处理厂系统进行提升改造,同时觉得投资4亿元建设银滩二期污水处理厂。
值得一提的是,中华污水处理厂环保生态提升项目的核心之一是净化湿地。湿地处理水体为中华污水处理厂尾水,通过湿地微生物分解,将水质净化,其化学需氧量处理率可达到60%,生化需氧量处理率可达80%,氨氮去除率可达80%,出水水质则可以达到Ⅲ类标准。

茅台工厂鸟瞰图
据统计,现阶段我国大型白酒企业已经基本形成了以厌氧(能源回收)——好氧(除磷脱氮)——深度处理(再生)联合工艺为主的污水处理模式,并且会针对不同酒种的水质特点,因地制宜地采用了预处理和末端处理技术,通过长时间的运行监测,处理后的水质完全达到国家的排放要求。
如在贵州赤水河支流的白酒企业,采用UASB+缺氧+二级接触氧化法为主体处理工艺进行处理。
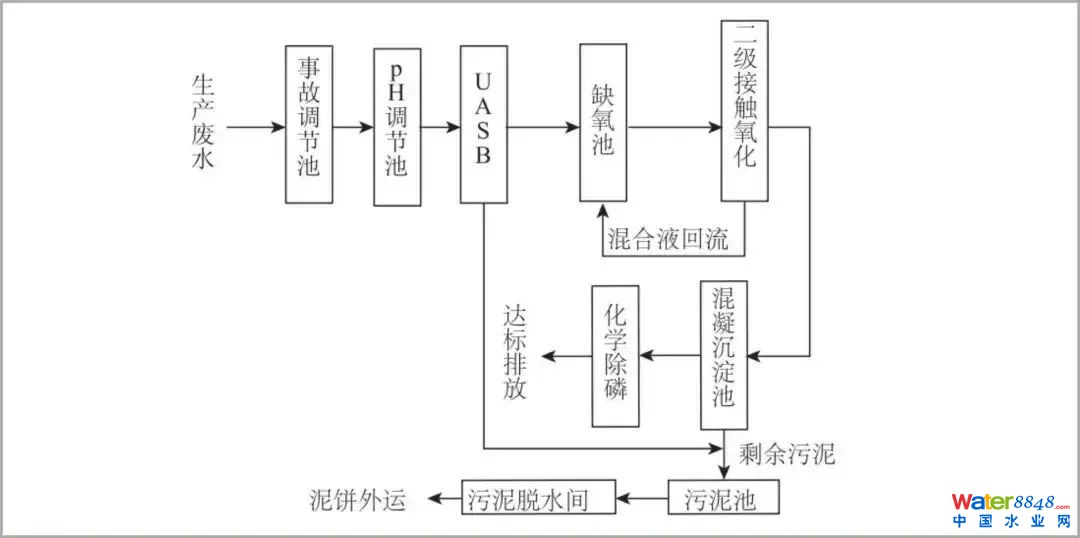
● 所有生产废水混合后经机械滤网流入调节池,对进水量进行匀质调节,保证工艺运行的稳定。
● 废水用泵抽入混凝气浮装置中,去除废水中的悬浮物,达到固液分离效果,以降低废水中的有机污染物浓度,为后续处理做好准备。
● 气浮池出水进入UASB反应器进行厌氧反应,然后废水进入缺氧池,在缺氧池内进行反硝化脱氮,后进入两级生物接触氧化池,通过池底曝气对废水进行充氧,并使池体内废水处于流动状态,以保证废水与废水中的填料充分接触,在好氧的条件下,通过好氧微生物的新陈代谢作用将废水中的高浓度有机污染物去除。
● 二级生物接触氧化池出水进入混凝沉淀池,通过投加混凝剂去除废水中的悬浮物,后进入化学除磷池中,通过投加铝盐去除废水中的磷,使其达到标准排放。
该工艺的特点是通过厌氧降解高浓度有机废水的COD指标,好氧进行补充处理,增加的缺氧池通过混合液回流能有效的去除废水中的氨氮,整个系统运行平稳,耐冲击负荷能力强,且具有高效低耗、结构紧凑、占地面积小的优点。
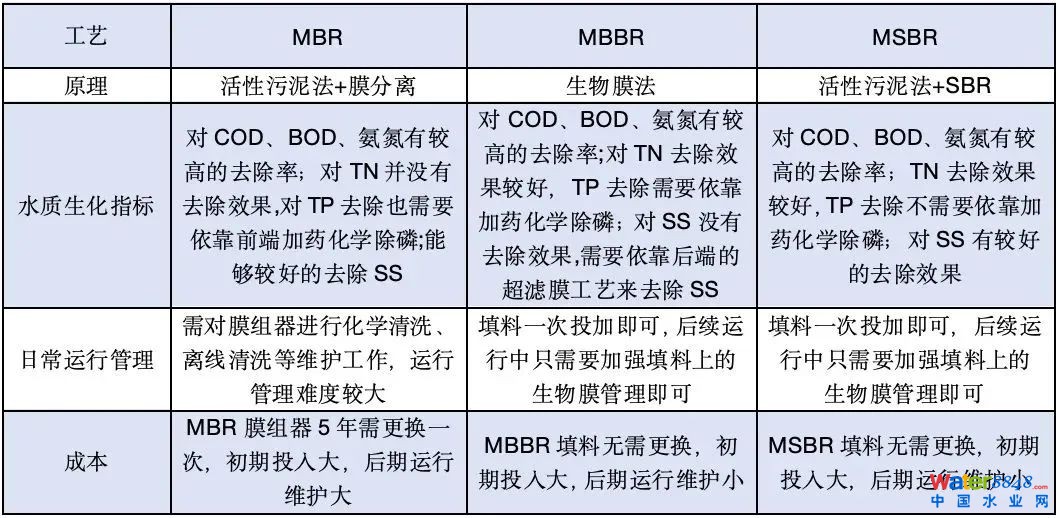
此外,随着国家环保政策的进一步收紧和白酒企业规模的不断扩大,MBR、MBBR、MSBR等膜技术工艺也被不断应用在酿酒废水处理中,在处理酿酒废水过程中对化学需氧量、生化需氧量、氨氮都有较高的去除率。
MBR工艺依靠的是活性污泥法和膜分离技术,酿酒废水中可生物降解的有机污染物被活性污泥去除,然后采用膜过滤进行固液分离,使水质得以净化,工艺运行稳定,适用范围广。
MBBR运用生物膜法的基本原理,充分利用了活性污泥法的优点。该工艺通过向反应器中投加一定数量的悬浮载体(即填料),酿酒废水中微生物即可附着在悬浮载体上生长,因而可以增加反应器中的生物量及生物种类,从而可以提高反应器的处理效率。
MSBR工艺结合了传统活性污泥法和SBR技术的优点,省掉初沉池和二沉池,直接采用单池多格的处理方式,无需间断流量,同时也省去了多池工艺所需要的连接管、泵和阀门。是一种经济有效、运行可靠、易于实现计算机控制的污水处理工艺。
三、结语
在国家水资源循环利用政策的推动下,酿酒副产物分类单一处理模式已经不适合现代企业的发展需求,需从源头探索统筹考虑三废的综合链式利用,提升白酒酿造的生态性。
茅台集团党委副书记、总经理王莉表示,将持续推动产业绿色发展,提升产业专业化水平,聚合提高酒产业副产物的综合利用以及附加价值,推动“资源化、绿色化、高端化”利用,例如污水处理绿色升级,从源头资源化到过程绿色化/高端化再到末端生态化。
毫无疑问,未来一段时间里酿酒行业将发展成为环保企业最优质的客户之一。一方面是因为白酒企业对酿酒水质的要求很高,这就意味着他们对水处理等环保的需求很大,由此带来的项目自然也会很多。另一方面是因为白酒企业发展好、利润高,环保企业可以拿到一些不需要垫资、回款周期短的好项目。
来源:环保水圈、贵州茅台ESG报告、酿酒科技、网络等,仅供交流分享,助力科学传播,如有侵权,请联系后台删除。
原标题:《茅台亮出环保水处理“杀手锏”!仅用1个指标碾压行业?》





































































































